RFID-система и индуктивные датчики TURCK uprox+ на заводе по сборке инжекторных форсунок
Опыт проектирования и строительства машин для сборки форсунок с использованием компонентов автоматизации TURCK, в том числе индуктивных датчиков uprox+
Инжекторные форсунки для систем впрыска в основном состоят из наконечника форсунки, иглы с седлом пружины, пружины, втулки и своеобразной крышки, закрывающей узел. Их монтаж представляет собой сложный процесс, поскольку компоненты каждой отдельной форсунки являются отдельными деталями, что делает каждую из форсунок уникальной.
Иглу или пружину одной форсунки нельзя просто переустановить на другую без потери качества. Многие компоненты форсунки, от седла пружины до пружины, вплоть до отдельной шлифованной иглы, должны быть точно измерены и согласованы друг с другом. Сборка этих уникальных форсунок полностью автоматизирована на ленточном конвейере. Особенность состоит в том, что перед каждой сборочной станцией производится измерение, а затем заготовка обрабатывается в соответствии с размером.
Пружина форсунки не просто насаживается на иглу — машина сначала измеряет усилие пружины на станции, а затем нажимает на седло пружины в соответствии с результатами измерения. Затем пружина помещается на иглу, и другая машина проверяет высоту пружины при определенной противодействующей силе. Высота должна быть измерена с допуском менее 1 микрометра, так как прочность и посадка пружины впоследствии влияют на действие впрыска форсунки в двигателе.
Каталог индуктивных датчиков
Отслеживаемость в процессе сборки
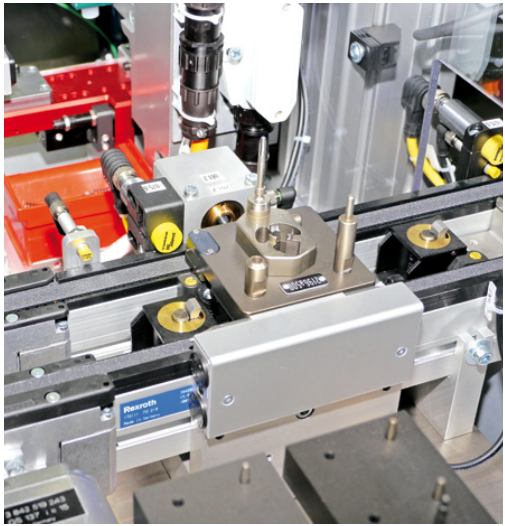
Сложная координация измерений и процессов сборки требует отслеживания и уникального присвоения соответствующих данных измерений. Каждый компонент отслеживается, не только форсунка в целом, но и каждая отдельная деталь. Для привязки компонентов к форсунке они перемещаются по держателю заготовки форсунки. Специально оптимизированный держатель заготовок обеспечивает отдельное место для каждого необходимого компонента инжектора. Считыватели RFID считывают метки, прикрепленные к каждому отдельному держателю заготовки. Для сборочных машин требовалась система RFID, которую можно было бы компактно установить в машине. Проблема заключалась не столько в больших расстояниях чтения/записи, сколько в том, чтобы метка была установлена непосредственно на алюминиевом держателе заготовки. Идеальная метка была найдена в обширном ассортименте систем Turck RFID , т.к. метка Turck отвечала всем необходимым требованиям. Одиннадцать головок чтения/записи в цилиндре с резьбой M18 были установлены на каждом из станков для идентификации держателей заготовок.
Метки RFID
Большое расстояние переключения на алюминии
Задача была найти индуктивные датчики, чтобы обнаруживать носители материала на ленте и проверять правильное положение держателей заготовок для считывания меток. Для этого требовался компактный переключатель с большим расстоянием переключения на алюминии. Только датчик uprox+ производства Turck, в конечном итоге, смог удовлетворить эти требования. Тогда как другие бесконтактные датчики, не могли гарантировать такое большое переключение на алюминии с таким же уровнем надежности.
Было установлено по 56 датчиков на каждую из сборочных машин. Они обнаруживали держатель заготовки на конвейерной ленте, контролировали операции остановки и позиционирования, использовались для обнаружения застреваний и инициировали операции чтения/записи. Факт, что датчик Turck так хорошо обнаруживал алюминий, являлся большим преимуществом. Это избавило от необходимости внедрять какие-либо трудоемкие альтернативные решения, при которых обработка стального держателя заготовки была бы намного сложнее.
Данные испытаний на отдельных измерительных станциях связывались с идентификационным номером на метке через головки чтения/записи RFID и сохранялись в базе данных. Данные поступали в базу данных машины через Profibus с помощью шлюза Turck BL67. Сложность заключалась в том, чтобы поддерживать допуск менее одного микрометра, одновременно координируя высокоточные измерения и столь же точные сборочные операции. Чтобы все функционировало, как часы, на непрерывно работающем производственном предприятии и было четко скоординировано, нужно было положиться на каждый установленный компонент и, на каждый датчик — на 100%.
RFID-система и индуктивные датчики TURCK uprox+ на заводе по сборке инжекторных форсунок